There are many ways to form and process cast nylon plastic into the perfect shape for your component or project. Here are standard machining methods and guidelines for Cast Nylon plastic.
Turning
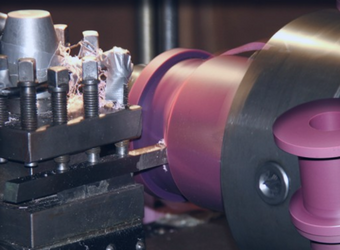
Turning tools for cast nylon plastics are made from high-speed tool steel. The sharpness of the tools is critical for clean cuts. We adjust the turning speed based on the type of cast nylon used and the quantity of cuts needed for the project. Generally, we’ll cut at the same speed as free-cutting material (between 600-900 ft/min). Depending on the depth of the cut, we’ll cut at 0.003-0.015” per revolution.
Milling
We fully secure cast nylon pieces with clamps or by hand before milling. Most projects get milled at 1000 feet/min but heavier cuts are milled at 9 feet/minute. We have a large selection of sharp-bladed cutting tools available for our machinists to use.
Sawing
Cast nylon can also be cut using standard woodworking and metalworking tools like band and circular saws. The blades of these tools are offset (left, right, and center) to avoid excess heat buildup that can cause the malformation of the cut. Also, due to the excessive heat buildup in the cast nylon itself, we often remove the plastic as soon as possible after the cut to avoid pinching or binding of the material. This is supported by a blast of air or semi-synthetic coolant.
Drilling
Drilling is a less common machining process for cast nylon due to the confined space and poor heat conduction of the nylon material. However, the cast nylon is less susceptible to gumming, melting, cracking, and part fracture or failure when drilled correctly. When we do use this method, we use a spiral drill to provide a clearer path for chip flow as it’s cut from the nylon
Reaming
Cast nylon is machined by reaming at speeds between 250-400 feet/min and at rates of 10-20 mils/revolution. We suggest leaving at least 0.005” for final reaming to ensure more accurate cutting.
Tapping
We can tap cast nylon by hand or machine depending on the specs of your project, but either way, the sharpness of the taps is crucial for clean cuts. Taps used on metal are not interchangeable with cast nylon. High-speed taps should be oversized by approximately 0.002” - 0.005”.
Threading
Threading is suitable for cuts between 0.005” and 0.010” and the final pass should be no deeper than 0.007. Due to memory recovery of cast nylon, we use a slightly oversized die.
Want to learn how components and parts made of cast nylon can help you save equipment maintenance and operating costs? Talk to a Nylatech Rep today about the perfect Nylatech cast nylon plastic grade for your project.